Industrial lighting solutions designed for machine vision
Adequate lighting ensures that the scene is properly illuminated, allowing cameras or sensors to capture clear and detailed images or video data. Sufficient illumination improves visibility and helps reveal important features, textures and colours of objects in the scene. It enables machine vision systems to accurately perceive and analyse visual information.

Enhances contrast and colour accuracy
A good lighting environment can significantly improve the contrast between objects and their backgrounds. Higher contrast allows objects to be better recognised and segmented, leading to more accurate analysis and decision making. Consistent and accurate lighting conditions help ensure that colour information is faithfully represented, which is essential for tasks such as colour detection, classification or quality control.
Wavelengths for the most specific requirements
White 5000K
Industrial LED neutral white lighting provides bright and clear light. Our functional series guarantees exceptional visibility, energy efficiency and durability.
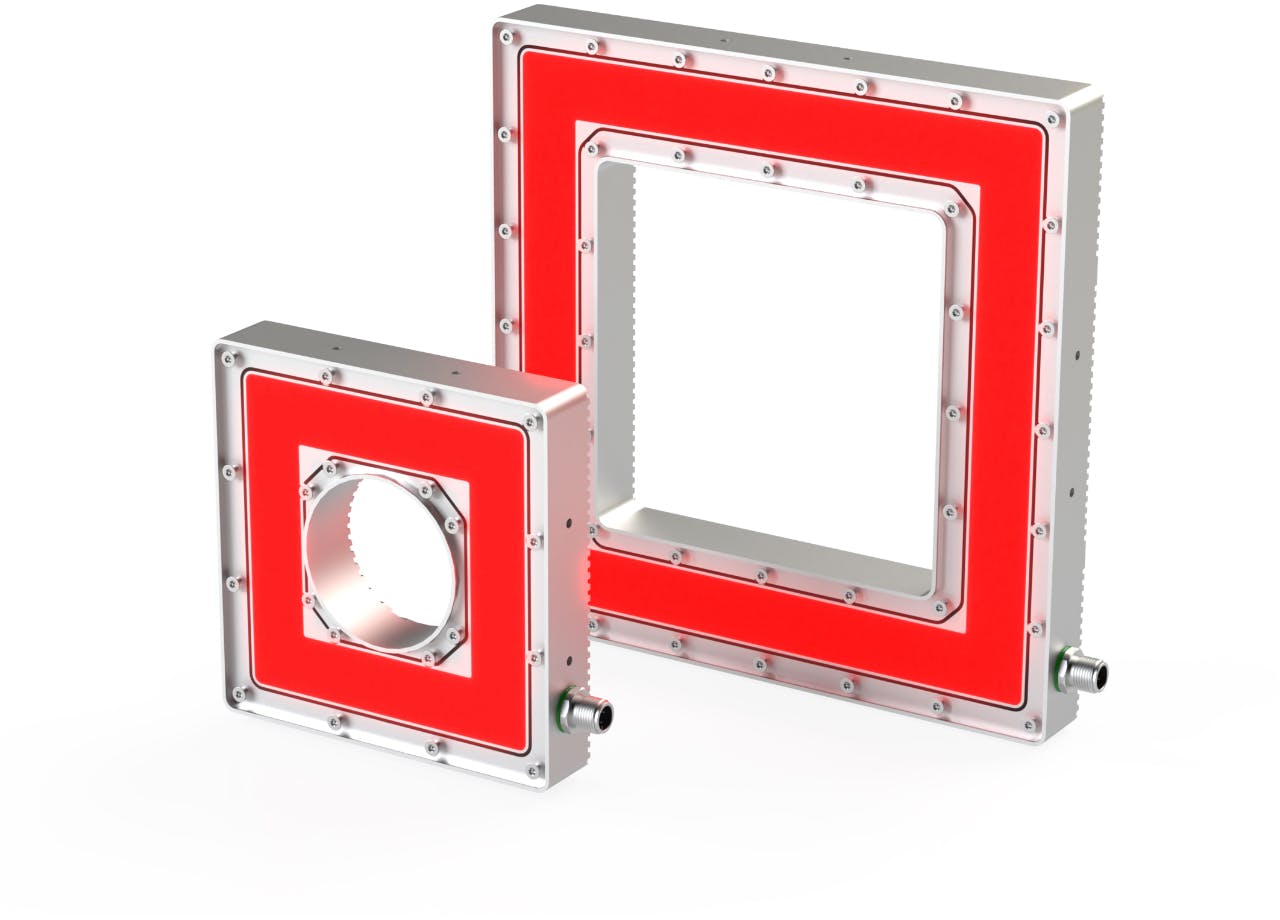
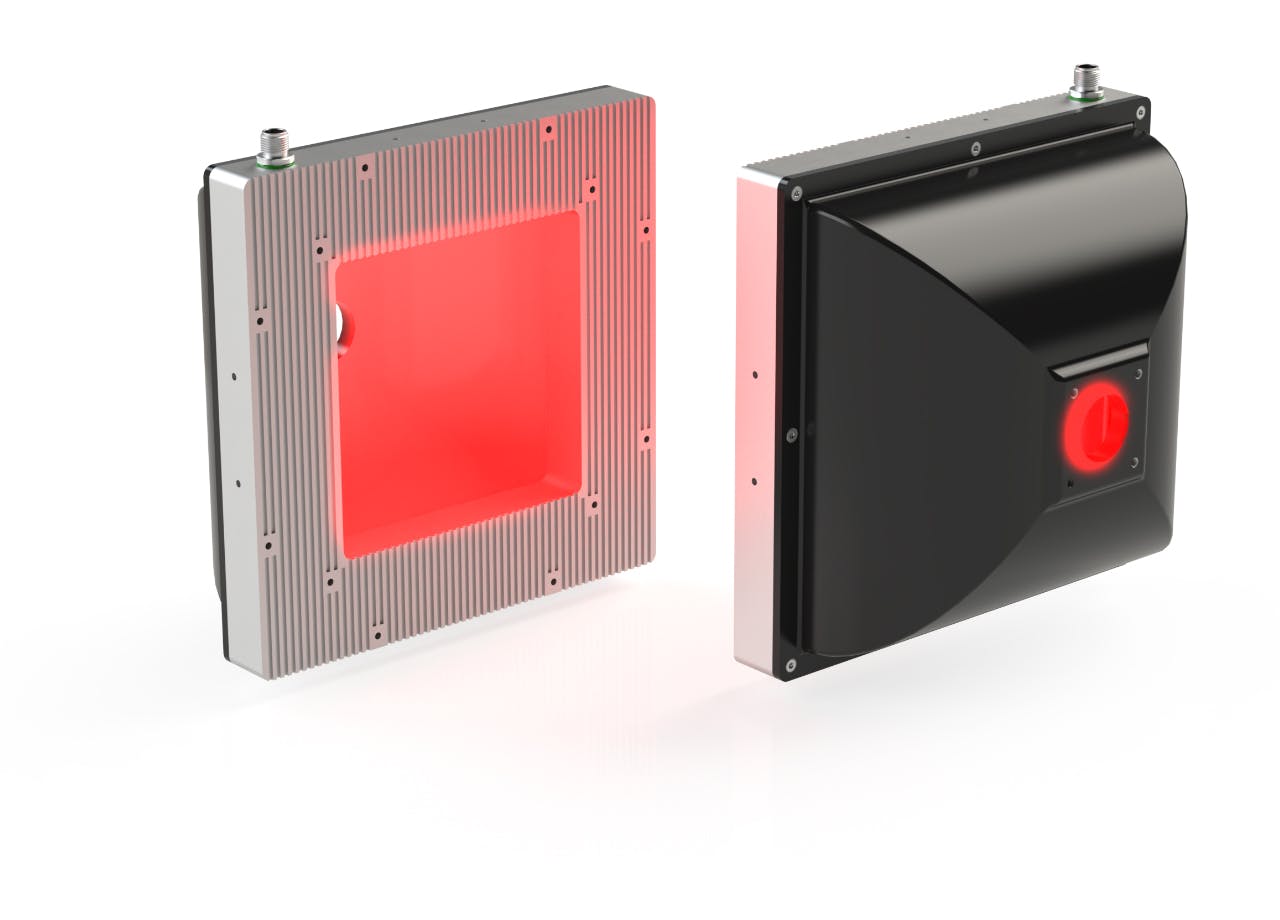
Red 625nm
Red LEDs are often used in applications where colour discrimination is important. They can help to enhance the contrast and visibility of certain objects or features, especially those that reflect or absorb red light.
Infrared 850nm
Infrared LEDs emit light that is outside the visible spectrum and invisible to the human eye. IR LEDs are commonly used in applications such as night vision, surveillance and object detection where discreet or covert illumination is desired.
Ultraviolet 365nm
Ultraviolet LED illumination is primarily used for specialised applications requiring fluorescence excitation or detection of specific materials or features from surface inspection to leak detection.
RGB
RGB LED lighting can be used in an infinite range of possible industrial applications, allowing it to be fully configured by the user to approximate their needs.
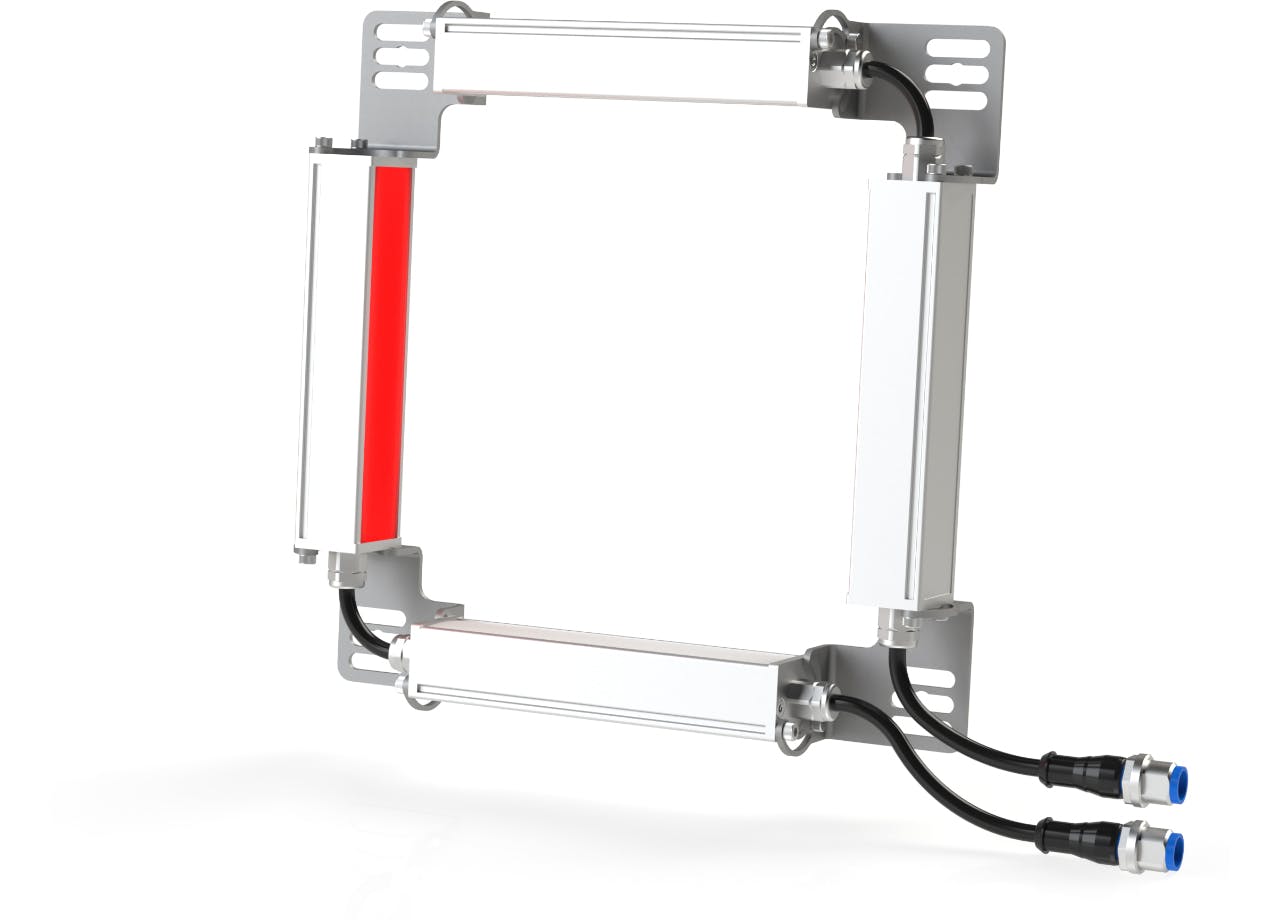
Perfect series for machine vision
Industrial lighting is essential in machine vision applications as it directly influences the quality, accuracy and efficiency of image capture and analysis. Proper lighting ensures optimal imaging conditions, resulting in higher accuracy, increased detection rates, cost savings and improved process automation in industrial environments.